





電弧離子鍍TiAlN、TiAlSiN涂層在高溫及變溫環境中的摩擦學性能
發布時間:2017-12-01
引言
因TiAlN涂層在高溫環境中表面可生成致密的Al2O3保護性薄膜,使其在800℃以上的空氣中仍然擁有良好的抗氧化性能。因此,從上世紀90年代就開始取代TiN涂層,被廣泛應用于切削刀具及機械零部件的保護性涂層方面。但是在更高的溫度環境下,涂層因發生相轉變,而使涂層的力學性能下降。近些年,研究者們向TiAlN體系中引入Si元素,一方面發現Si元素可以有效降低晶粒尺寸;另一方面,Si元素可以與N原子結合生成Si3N4非晶相,包裹在面心立方TiAlN納米晶周圍,使得TiAlSiN涂層在高溫下具有更好的抗氧化性與機械性能。因此,研究TiAlSiN涂層在高溫環境中的摩擦行為和磨損機理對其實際應用至關重要。
TiAlN和TiAlSiN涂層在常溫及高溫條件下的摩擦學性能已經被廣泛研究。Fuentes等采用陰極電弧蒸發鍍制備了TiAlSiN涂層,研究其在室溫、200、400和600℃溫度條件下的摩擦學性能,發現在200℃以上的溫度條件中,涂層發生了摩擦化學反應,生成的產物起到了潤滑保護作用,涂層的耐磨性較室溫大大提高。He等通過復合物理氣相沉積技術制備了TiAlSiN涂層,并進一步研究了涂層在800℃溫度條件下的摩擦學性能。發現涂層在800℃條件下仍然具有較好的耐磨性,高溫條件下磨痕區域生成的TiO2起到了主要的潤滑保護作用。
但是,這些涂層在實際使用過程中,溫度往往是變化的。而目前國內外對變溫環境中TiAlN、TiAlSiN涂層的摩擦學性能研究尚未見報到。文中采用電弧離子鍍技術制備TiAlN、TiAlSiN涂層,研究其在RT、300℃、600℃的恒溫條件下及RT~600℃和600→300℃變溫環境中的摩擦學性能,探討Si元素的添加對TiAlN涂層在高溫及變溫環境的摩擦學性能的影響。
1、試驗
1.1、涂層制備
試驗使用沈陽北宇真空設備廠生產的電弧離子鍍系統。選用2mm×20mm×30mm的AISI304(成分如表1所示)不銹鋼板材作為基材,首先使用砂紙對其表面進行打磨,然后進行鏡面拋光處理,拋光后的基材放入無水酒精中清洗10min,然后熱風吹干待用。分別選用Ti50Al50(a/%)合金靶和Ti30Al60Si10(a/%)合金靶,在Ar/N2氣氛中制備TiAlN和TiAlSiN涂層。真空室本底真空度約為5×10−3Pa。基材懸掛在真空室內的圓形旋轉掛具上,轉速為13r/min。鍍膜前,在真空室中通入Ar至5Pa,在基材偏壓−900V的條件下,離子清洗5min。鍍膜工藝參數為:基體偏壓−580V,占空比25%,基材到靶面的距離15cm,弧源電流40A,工作氣壓維持在1.3Pa左右(流量比Ar∶N2=2∶3),時間90min,沉積溫度250℃。
AISI304不銹鋼的化學成分
AISI304不銹鋼的化學成分
| Element | C | Mn | P | S |
| Content | ≤0.08 | ≤2.00 | ≤0.045 | ≤0.030 |
| Eelment | Si | Cr | Ni | |
| Content | ≤1.00 | 18.0−20.0 | 8.0−10.5 |
1.2、摩擦學性能測試
使用蘭州中科凱華生產的HT-1000型球盤式摩擦磨損試驗機測試涂層的摩擦學性能,摩擦副選用直徑為5mm的氧化鋁球。摩擦磨損試驗條件為:旋轉半徑3mm、轉速196r/min、時間20min、載荷2.2N。使用TR200型表面粗糙度儀測量磨痕的截面輪廓。根據公式(1)計算涂層的磨損率:
$w=V/SF$
其中V磨損體積,S滑行總距離,F載荷。RT~600℃升溫試驗中,樣品周圍環境溫度在20min內,從室溫勻速升至600℃;在600→300℃降溫試驗中,溫度從600℃度開始自然冷卻,20min后樣品周圍環境溫度約為300℃。
涂層的硬度采用HV-1000Z型顯微硬度計測量。測試條件為:加載時間10s、載荷50g。
1.3、組織結構表征
使用荷蘭PHILIPS公司XPERT-PRO-MRD-A25型X射線衍射儀(XRD)進行涂層的物相分析,選用Cu靶Kα射線(λ=0.154nm)。
2、結果與討論
2.1、涂層成分
涂層的EDS檢測結果如表2所示。兩種涂層的表面都檢測出了少量的O元素,有可能是因為涂層在放置的過程中,表面少量未被N化的Ti或Al被氧化;也有可能是因為在鍍膜過程中,真空室內壁釋放的少量O參與了成膜。
TiAlN和TiAlSiN涂層的EDS成分
| Coatings | Ti | Al | Si | N | O |
| TiAlN | 24.45 | 23.77 | 47.54 | 4.24 | |
| TiAlSiN | 14.58 | 32.81 | 3.17 | 46.82 | 2.61 |
2.2、涂層表面與截面形貌
圖1(a)為TiAlN涂層的表面形貌,可以發現表面存在一部分較大的融滴顆粒,顆粒尺寸范圍約為1~8μm,從圖1(c)涂層的截面形貌可以看出涂層厚度約為8.0μm。圖1(b)為TiAlSiN涂層的表面形貌,表面的融滴顆粒數量相對較少,顆粒尺寸約1~5μm,涂層的厚度約為8.5μm(圖1(d))。以上兩種涂層表面的顆粒主要來自于陰極靶表面“弧斑”區域的熔池。


2.3、涂層物相分析
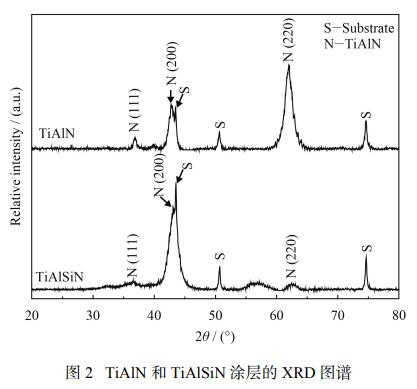
圖2為TiAlN和TiAlSiN涂層的XRD圖譜。涂層的衍射峰位對應于面心立方TiAlN和面心立方α-Fe。其中,電弧離子鍍制備的TiAlN涂層呈現(220)擇優取向。與TiAlN涂層相比,TiAlSiN涂層呈(200)擇優取向,衍射峰強度下降,寬度變寬。原因有可能是因為Si原子的加入,使涂層的晶粒細化[7]。涂層衍射峰位中未出現Si3N4對應的衍射峰,可能是因為Si3N4以非晶相存在。試驗結果同D.Philippona等[7]在–100V基體偏壓制備的Si原子數分數為6%(EDS)涂層的XRD衍射峰位非常相似。
2.4、涂層的硬度
圖3為TiAlN和TiAlSiN涂層顯微硬度。TiAlN涂層的硬度值為1631HV0.05。與TiAlN涂層相比,TiAlSiN涂層的硬度有所升高,這主要是因為Si元素的加入使涂層的晶粒得到細化所致。
2.5、TiAlN涂層在高溫及變溫條件下的摩擦學性能
2.5.1、RT、300℃、600℃恒溫條件下
圖4為TiAlN涂層在室溫、300℃、600℃條件下的摩擦因數。可以看出涂層在室溫條件下的摩擦因數相對穩定,摩擦因數值總體穩定在0.8左右。在300℃條件下,涂層的摩擦因數在前6min的“磨合階段”持續上升,摩擦因數值穩定在1.4左右約3min后開始突然下降,并伴隨較大的波動。在600℃條件下,摩擦因數值最低而且相對較平穩,波動較小。
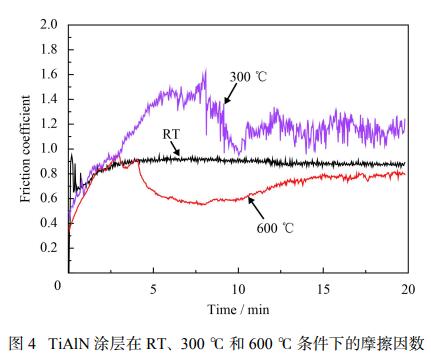
圖5為TiAlN涂層在RT、300℃、600℃條件下的磨痕形貌。表3為相應溫度條件下磨痕內外的EDS結果。從圖5可以看出,在室溫條件下磨痕的邊緣出現了較多的小裂紋,說明接觸區域涂層在摩擦副交變應力的作用下,局部發生輕微疲勞斷裂。涂層剝落的小顆粒和摩擦副的共同作用使磨痕表面產生了明顯的“犁痕”。磨痕區域中,小顆粒與摩擦副的實際接觸面積要遠大于單位面積的涂層,這導致了小顆粒內部聚集著較大的能量[16],繼而與空氣中水分子和氧氣反應生成了氧化物顆粒,并且粘附在磨痕區域涂層表面,反過來對涂層又起到了一定的保護作用。涂層的磨損機理主要是疲勞斷裂和磨粒磨損。
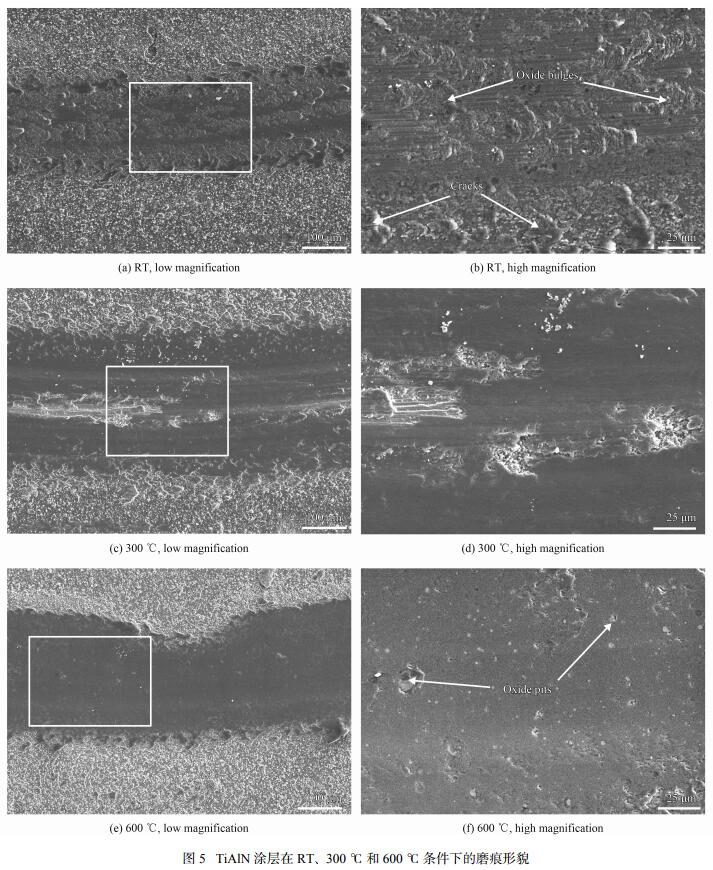
圖5為TiAlN涂層在RT、300℃、600℃條件下的磨痕形貌。表3為相應溫度條件下磨痕內外的EDS結果。從圖5可以看出,在室溫條件下磨痕的邊緣出現了較多的小裂紋,說明接觸區域涂層在摩擦副交變應力的作用下,局部發生輕微疲勞斷裂。涂層剝落的小顆粒和摩擦副的共同作用使磨痕表面產生了明顯的“犁痕”。磨痕區域中,小顆粒與摩擦副的實際接觸面積要遠大于單位面積的涂層,這導致了小顆粒內部聚集著較大的能量[16],繼而與空氣中水分子和氧氣反應生成了氧化物顆粒,并且粘附在磨痕區域涂層表面,反過來對涂層又起到了一定的保護作用。涂層的磨損機理主要是疲勞斷裂和磨粒磨損。
TiAIN涂層在RT、300 ℃和600 ℃條件下磨痕內外EDS分析結果
| T/℃ | Position | Ti | Al | N | Fe | Cr | O |
| RT | Inside | 20.12 | 18.69 | 34.29 | 0.19 | 0.06 | 26.64 |
| Outside | 25.83 | 21.87 | 48.33 | 0.4 | 0.17 | 3.39 | |
| 300 | Inside | 17.54 | 16.79 | 29.79 | 2.08 | 0.65 | 33.15 |
| Outside | 23.0 | 21.41 | 50.84 | 0.4 | 0.12 | 4.22 | |
| 600 | Inside | 21.69 | 20.81 | 42.9 | 0.33 | 0.07 | 14.20 |
| Outside | 23.36 | 21.59 | 48.45 | 0.41 | 6.19 |
300℃條件下,涂層的磨痕寬度變大。同時,可以發現磨痕表面有粘著磨損的跡象,涂層成塊脫落,磨損較嚴重,局部已經磨穿。這可能是因為在300℃的環境中,空氣濕度迅速下降,粘附在涂層與摩擦副表層的水分子膜受到破壞,而這層膜對摩擦的影響非常大[16],導致摩擦副與涂層直接接觸,摩擦較劇烈。一方面,較劇烈的摩擦磨損導致Al2O3小球的磨斑面積增大,使磨痕變寬;另一方面,導致涂層開始發生較嚴重的脫落,涂層表面粗糙度升高,導致摩擦因數波動較大。從表3中磨痕區域的能譜結果中可以看出,磨痕區域Fe元素含量(原子數分數)有所升高,這說明涂層已經磨穿。
600℃條件下,涂層的表面較完整。在磨痕區域內,EDS選區分析結果顯示磨痕區域生成了許多氧化物凹坑(如圖5(f)所示),但是凹坑之外的區域中O含量與磨痕外側區域中O含量非常接近,都為6%左右,從表3中可以看出,600℃條件下磨痕區域的O元素含量比室溫和300℃條件下還要低。這主要是因為600℃條件下,較高的環境溫度加上摩擦產生的熱量,使磨痕區域發生氧化,而這些氧化反應優先在磨痕微小區域以“點蝕”方式進行。這些細小的氧化物顆粒在摩擦副與涂層之間又起到了一定的潤滑作用,保護尚未發生氧化的區域。因此,磨痕表面較完整,摩擦因數值較低。另一方面,Mayrhofer和ChenL等[17-18]在研究溫度對TiAlN涂層的機械性能影響時發現,TiAlN涂層會因為亞穩相分離形成緊密的晶粒結構,而出現時效硬化現象。600℃的高溫可能在一定程度上促進了磨痕區域涂層內部組織的變化,而使其機械性能改善,對耐磨性的提高也起到一定的幫助。涂層的磨損機理主要為氧化磨損引起的“點蝕”。
2.5.2、RT~600℃和600→300℃的變溫環境中
圖6為TiAlN涂層在RT~600℃和600→300℃變溫環境中的摩擦因數,圖7是相應溫度的磨痕形貌,表4是相應的EDS分析。
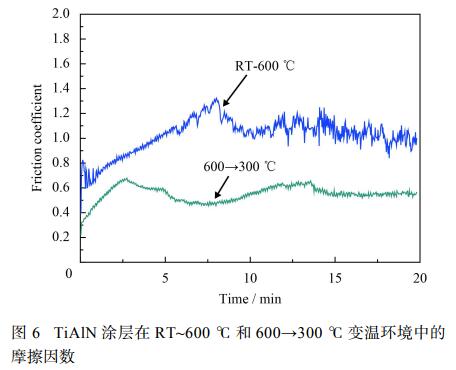
在RT~600℃的升溫環境中,涂層的摩擦因數在前8min保持緩慢上升的趨勢(如圖6所示)。主要是因為隨著環境溫度緩慢上升,空氣濕度逐漸下降。吸附在摩擦副與涂層之間的水分子膜被破壞,涂層磨損逐漸變得劇烈起來。如圖7(a)所示,磨痕的寬度較寬,表面出現了剝層。摩擦因數在試驗進行11min左右開始出現較大的波動,其原因類似于300℃時的情況,涂層出現了大塊的剝落,局部被磨穿,涂層表面粗糙度升高,導致摩擦因數變化加大。
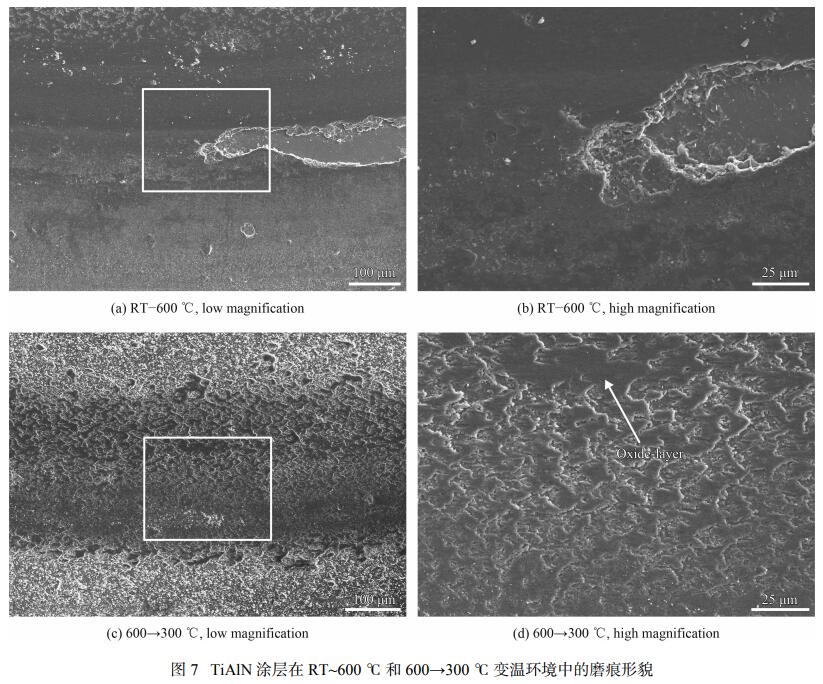 在600→300℃的降溫環境中,涂層的摩擦因數比較平穩,平均值在0.5左右。選區的EDS結果顯示,圖7(d)中磨痕光滑區域O含量很高(約55%),說明在磨痕表面與摩擦副接觸區域極有可能生成了鈍化膜。600℃恒溫條件下,涂層發生了以氧化磨損為主的點蝕,但是在600→300℃的降溫環境中,涂層溫度下降較快,不足以維持涂層本身的點蝕,導致在摩擦副與涂層之間的潤滑顆粒減少,涂層與磨痕的接觸面積增大,這為磨痕接觸區域生成鈍化膜提供了能量條件。對比表4與表3可知,在降溫環境中磨痕區域的O含量要大于600℃恒溫條件下的O含量。
在600→300℃的降溫環境中,涂層的摩擦因數比較平穩,平均值在0.5左右。選區的EDS結果顯示,圖7(d)中磨痕光滑區域O含量很高(約55%),說明在磨痕表面與摩擦副接觸區域極有可能生成了鈍化膜。600℃恒溫條件下,涂層發生了以氧化磨損為主的點蝕,但是在600→300℃的降溫環境中,涂層溫度下降較快,不足以維持涂層本身的點蝕,導致在摩擦副與涂層之間的潤滑顆粒減少,涂層與磨痕的接觸面積增大,這為磨痕接觸區域生成鈍化膜提供了能量條件。對比表4與表3可知,在降溫環境中磨痕區域的O含量要大于600℃恒溫條件下的O含量。
在RT~600℃的升溫環境中,涂層的摩擦因數在前8min保持緩慢上升的趨勢(如圖6所示)。主要是因為隨著環境溫度緩慢上升,空氣濕度逐漸下降。吸附在摩擦副與涂層之間的水分子膜被破壞,涂層磨損逐漸變得劇烈起來。如圖7(a)所示,磨痕的寬度較寬,表面出現了剝層。摩擦因數在試驗進行11min左右開始出現較大的波動,其原因類似于300℃時的情況,涂層出現了大塊的剝落,局部被磨穿,涂層表面粗糙度升高,導致摩擦因數變化加大。
涂層在RT~600 ℃和600→300 ℃變溫條件下磨痕內外EDS分析結果
| T/℃ | Position | Ti | Al | N | Fe | Cr | O |
| RT−600 | Inside | 19.41 | 18.15 | 29.12 | 0.77 | 0.3 | 32.25 |
| Outside | 24.43 | 21.81 | 49.76 | 0.38 | 0.16 | 3.46 | |
| 600→300 | Inside | 17.57 | 16.48 | 25.74 | 0.32 | 0.11 | 39.79 |
| Outside | 22.95 | 21.31 | 50.41 | 0.31 | 0.1 | 4.93 |
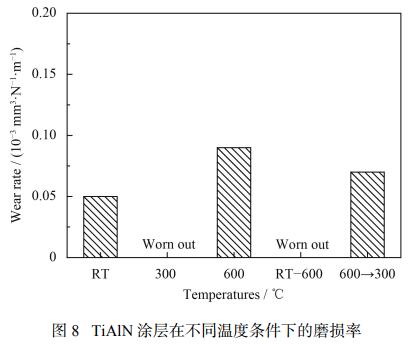
圖8為TiAlN涂層在不同環境溫度條件下的磨損率,其中涂層在300℃和RT~600℃條件下已局部磨穿,主要是因為涂層發生了粘著磨損,涂層大塊的脫落。在常溫下,磨損率最低,因為表面粘附的氧化顆粒對涂層起到了保護作用。600℃條件下因為氧化物顆粒的潤滑作用及自身機械性能的提高,導致涂層的磨損率相對較低。在600→300℃的降溫環境中,磨痕接觸區域生成了鈍化膜,對涂層起到了保護作用,其磨損率與600℃恒溫條件下相差不大。
2.6、TiAlSiN涂層在高溫及變溫條件下的摩擦學性能
2.6.1、RT、300℃、600℃恒溫條件下
圖9為TiAlSiN涂層在不同恒溫條件下的摩擦因數。在室溫條件下,涂層摩擦因數平穩,其平均值約為0.85。600℃條件下,涂層的摩擦因數值也較平穩,平均值約為0.75左右。在300℃條件下,磨損比較劇烈,經多次重復試驗,確定其在6min左右磨穿。因此,取同樣條件下摩擦5min的試樣,以分析TiAlSiN在300℃溫度環境下的失效原因及磨損機理,可以觀察到其摩擦因數在前4min左右快速升高至1.4左右,然后迅速下降。
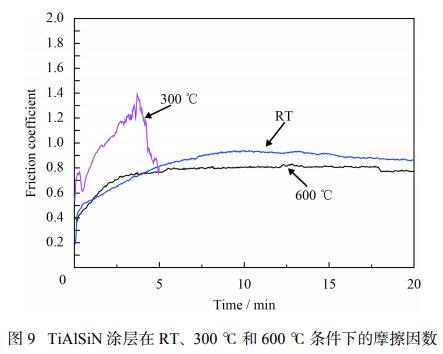
圖10為常溫、600℃以及300℃摩擦5min的條件下涂層的磨痕形貌。在室溫條件下,涂層的磨痕相對較平整,從高倍磨痕形貌(圖10(b))可以看到,在磨痕中間區域,密布著細小并排列整齊的裂紋,成“魚鱗狀”。這說明磨痕中間區域在摩擦副交變應力的作用下,出現了疲勞裂紋,涂層的磨損機理為疲勞磨損。
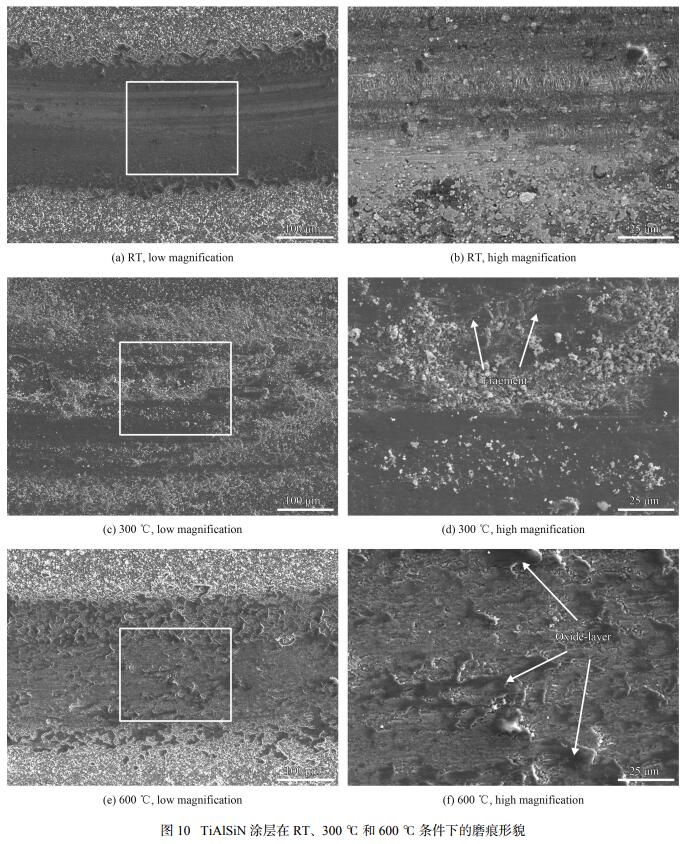
圖10為常溫、600℃以及300℃摩擦5min的條件下涂層的磨痕形貌。在室溫條件下,涂層的磨痕相對較平整,從高倍磨痕形貌(圖10(b))可以看到,在磨痕中間區域,密布著細小并排列整齊的裂紋,成“魚鱗狀”。這說明磨痕中間區域在摩擦副交變應力的作用下,出現了疲勞裂紋,涂層的磨損機理為疲勞磨損。
圖10(c)(d)中給出了300℃條件下,涂層磨損5min的磨痕形貌。可以發現磨痕區域破損非常嚴重,在短短5min之內涂層就發生了剝落,表4中磨痕區域EDS結果中Fe含量的升高也說明涂層處在磨穿的臨界厚度[15]。其磨損機理與TiAlN涂層在300℃時非常相似,主要是因為300℃條件下空氣濕度下降,涂層與摩擦副摩擦劇烈,導致摩擦力增大,摩擦因數升高。而導致300℃條件下,涂層耐磨性低于TiAlN涂層的原因有可能是:TiAlSiN涂層中Al元素含量相對較高,并且加入了Si元素,導致面心立方TiN晶體結構缺陷濃度增加,涂層內部存在著較大不均勻的微觀內應力,在摩擦副交變應力的作用下,較TiAlN涂層更容易發生剝落。
600℃條件下,磨痕表面比較完整。從表5中可以發現,磨痕區域O元素的含量比較高,說明此時磨痕區域發生了較明顯的氧化。EDS選區分析結果顯示,如圖10中標注的地方已經生成了氧化層,對涂層起到了保護作用[14]。其磨損機理同TiAlN涂層在600→300℃的降溫環境中非常相似,之所以沒有發生類似于TiAlN涂層在600℃恒溫條件下的“點蝕”,是因為Si元素的添加,以及較高的Al含量提高了涂層的高溫抗氧化性。由表5可見,磨痕外部涂層中的O含量同室溫狀態下相比,并未出現升高,這也說明了TiAlSiN比TiAlN涂層擁有更好的高溫抗氧化性。
涂層在RT、300 ℃和600 ℃條件下磨痕內外EDS分析結果
| T/℃ | Position | Ti | Al | Si | N | Fe | Cr | O |
| RT | Inside | 14.46 | 35.77 | 3.96 | 10.02 | 0.62 | 0.15 | 35.01 |
| Outside | 13.98 | 32.63 | 3.17 | 46.82 | 0.59 | 0.19 | 2.61 | |
| 300 | Inside | 16.49 | 32.75 | 3.48 | 26.69 | 2.6 | 0.64 | 17.33 |
| Outside | 16.03 | 32.76 | 3.00 | 44.37 | 0.37 | 0.15 | 3.31 | |
| 600 | Inside | 16.37 | 37.00 | 4.32 | 1.3 | 0.3 | 0.16 | 40.55 |
| Outside | 14.61 | 33.02 | 3.80 | 44.59 | 0.32 | 0.14 | 3.52 |
2.6.2、RT~600℃和600→300℃的變溫環境中
圖11為TiAlSiN涂層在RT~600℃和600→300℃變溫環境中的摩擦因數。如圖11所示,在升溫過程中,TiAlSiN涂層的摩擦因數在前10min緩慢上升。從圖12(a)(b)磨痕形貌中可以發現,涂層有明顯的塑性位移及表面“撕裂”現象。這應該是受空氣濕度逐漸下降的影響,使磨損變得劇烈。在12min左右,摩擦因數突然降低,其原因是剝落的涂層在磨痕區域碎裂成磨粒,起到了降低摩擦因數的作用。同時,也因為磨痕區域涂層發生大塊脫落,致使表面粗糙度增加,導致摩擦因數波動較大。如表6所示,磨痕區域Fe含量增加較明顯,說明涂層發生局部磨穿。
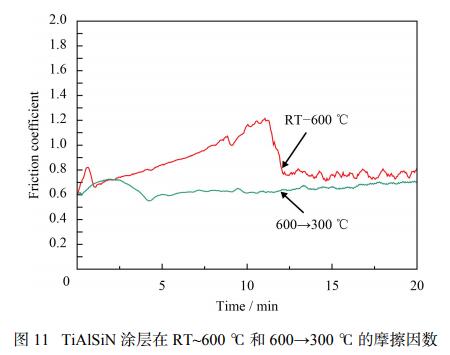
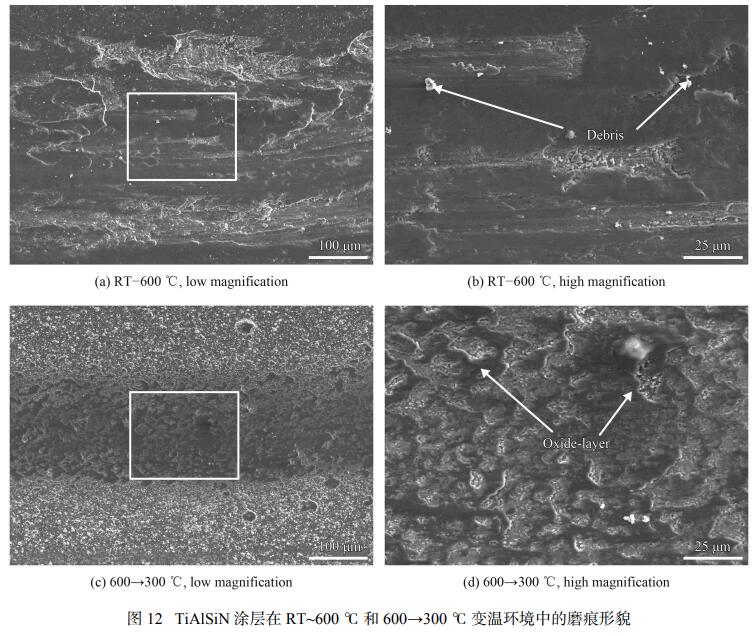
在600→300℃的降溫環境中,涂層的摩擦因數較平穩,平均值約為0.65左右。涂層的磨痕區域EDS選區分析結果顯示,磨痕表面生成了氧化膜,氧化產物(TiO2、Al2O3、SiO2)對涂層都起到一定的潤滑保護作用[14]。如表6所示,磨痕區域較高的O元素含量也充分地說明了降溫環境中磨痕區域發生了氧化反應。與600℃恒溫條件相比,磨痕表面形成了連續的氧化膜,使得在降溫階段摩擦因數值最低。
在600→300℃的降溫環境中,涂層的摩擦因數較平穩,平均值約為0.65左右。涂層的磨痕區域EDS選區分析結果顯示,磨痕表面生成了氧化膜,氧化產物(TiO2、Al2O3、SiO2)對涂層都起到一定的潤滑保護作用[14]。如表6所示,磨痕區域較高的O元素含量也充分地說明了降溫環境中磨痕區域發生了氧化反應。與600℃恒溫條件相比,磨痕表面形成了連續的氧化膜,使得在降溫階段摩擦因數值最低。
涂層在RT~600 ℃和600→300 ℃變溫條件下磨痕內外EDS分析結果
| T/℃ | Position | Ti | Al | Si | N | Fe | Cr | O |
| RT−600 | Inside | 9.62 | 19.84 | 2.07 | 30.3 | 10.12 | 2.71 | 25.33 |
| Outside | 15.7 | 34.4 | 3.01 | 43.14 | 0.34 | 0.28 | 3.14 | |
| 600→300 | Inside | 17.4 | 37.13 | 4.21 | 3.2 | 0.75 | 0.5 | 36.81 |
| Outside | 15.84 | 32.6 | 3.33 | 43.67 | 0.53 | 0.09 | 3.94 |
圖13為TiAlSiN涂層在不同溫度下的磨損率。如圖13所示,涂層在600→300℃降溫階段具有較低的磨損率,這主要歸因于其表面形成了連續氧化膜。涂層在300℃條件下磨損劇烈,約6min就已經磨穿。He[14]研究TiAlSiN涂層在RT、400、600、800℃條件下的恒溫摩擦學性能,其結果與本試驗類似。
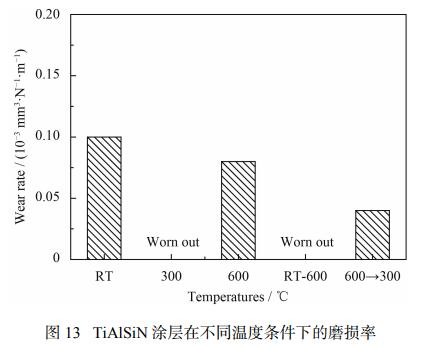
相較于TiAlN涂層,在600℃條件下,TiAlSiN涂層的摩擦因數由0.65增至0.75,磨損率由0.09×10−3mm3/(N·m)降至0.08×10−3mm3/(N·m);在600→300℃的降溫環境中,TiAlSiN涂層的摩擦因數由0.5增至0.6,磨損率由0.07×10−3mm3/(N·m)降至0.04×10−3mm3/(N·m)。說明隨著Si元素的加入使涂層的抗氧化性增強,磨痕區域生成的氧化物量減少,涂層的摩擦因數相對升高,但是涂層的耐磨性得到一定的改善。
3、結論
(2)TiAlN涂層在室溫條件下,磨屑發生了氧化反應粘結在磨痕表面對涂層起到了一定的保護作用。在300℃和RT~600℃的環境中,涂層磨損劇烈,涂層局部磨穿。在600℃條件下,磨痕表面發生了以氧化磨損為主的“點蝕”,生成的氧化產物起到很好的潤滑作用,摩擦因數為0.5。在降溫環境中,氧化作用較600℃時降低,磨痕表面生成了氧化物膜,對涂層起到了良好的保護和潤滑作用,摩擦因數值最低,約為0.7。
(3)TiAlSiN涂層在600℃,較TiAlN涂層抗氧化性增強,磨痕表面生成了致密氧化膜,對涂層起到了保護作用。在600→300℃的降溫環境中,涂層表面形成了較連續的氧化膜,對涂層起到了很好的保護和潤滑作用,摩擦因數和磨損率最低。
感謝作者:馮長杰, 陳恩
感謝作者:馮長杰, 陳恩
聲明:本站部分圖片、文章來源于網絡,版權歸原作者所有,如有侵權,請點擊這里聯系本站刪除。
| 返回列表 | 分享給朋友: |
 京公網安備 11010502053715號
京公網安備 11010502053715號